

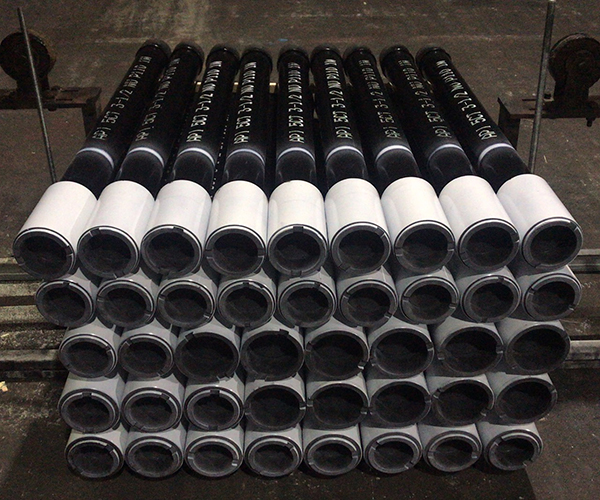
石油套管廠的套管接箍的工藝流程是什么?
鋼錠加熱→水壓沖孔→再加熱→延長→周期時間冷軋→再加熱→定徑→降溫→調直→割管→查驗;鋼錠加熱:216mm周期時間冷軋機組用1臺環型熱處理爐,318mm周期時間冷軋機組原設計用2臺環型熱處理爐,包鋼無縫管廠為節約資源,自個改良了1臺環型熱處理爐。水壓沖孔:216mm是選用10kN水壓機沖孔,∮318mm用18kN水壓機沖孔。

延長:石油套管廠全部都是選用二輥式導板延長機。再加熱:用盤式熱處理爐,套管接箍冷軋則各自用周期時間冷軋機,再加熱用不進式爐。定徑:包鋼無縫管廠全部都是二輥式5機架定徑機。

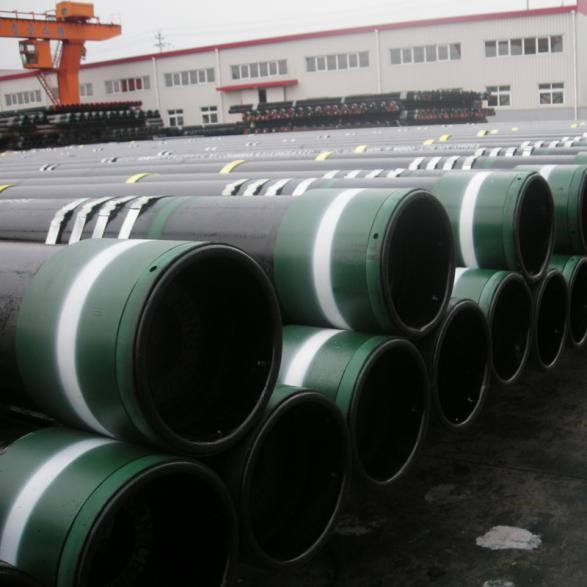
石油套管廠冷床是單邊鏈條式冷床,216mm周期時間冷軋機組冷軋的規格型號為∮114.3~319mm、套管接箍壁厚6~40mm;318mm周期時間冷軋機組冷軋的規格型號為∮168~377mm、壁厚6~40mm。做為油井管,則可生產加工各種規格型號的套管管體管和一部分鉆桿管體管。
上一篇:油套管接箍數控生產線的自動打標印裝置的制作方法 下一篇:油管接箍的連接方式有哪些






同類文章排行
- 油管接箍的種類和分類
- 油井套管是如何放下去的?
- 石油套管短接怎樣應用才更穩定
- 石油套管短接會不會容易發生泄漏事故
- 套管短接批發與零售相比哪種售賣方式比較好
- 油管接箍的連接方式有哪些
- 石油套管廠的套管接箍的工藝流程是什么?
- 油套管接箍數控生產線的自動打標印裝置的制作方法
- 石油套管的防腐對策有哪些您了解嗎?
- 油管接箍的材質有哪些?