

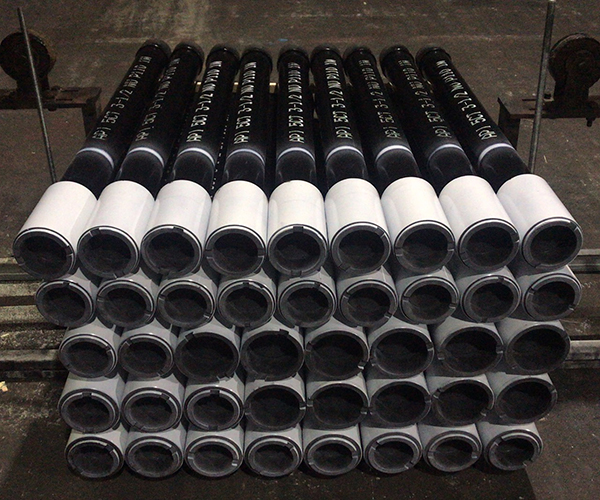
套管接箍的原材料選擇及加工工藝
石油套管接箍是連接這兩個油管套管的必要工件。其制造方法與國內J55 N80等特鋼無縫管的制造方法相同。鋼管兩端都有連接上下油管的內螺紋。為了保證接頭的密封,對螺紋精度有嚴格的要求。
1.鋼種的選擇。石油套管接箍是支撐油井井筒的鋼管。油井越深,套管接箍在井內的張力或壓力就越大,套管接箍的使用壽命決定著油井的壽命。深井、復雜構造井等高難度技術井對石油套管的性能提出了新的更高的要求。通過對N80Q鋼的分析,其各項性能指標均滿足API SPEC5CT(第八版)的要求。
2.坯料規格選取。根據零件圖,零件的外徑為153.5。因此,我們選擇外徑為154.5的空白。通過計算23個點的坐標(129.4,-107.96),精細汽車所需的小直徑為129.4,并且為處理保留一定的余量。因此,應選擇內徑為128的空白。
1、車外圓
對于這種工件,對于車輛的外圈來說,這是一個非常簡單而重要的過程。以下是對這一進程的詳細介紹:我們所生產的接箍為石油管件類型,套管接箍的外圓部分是無臺階的光滑曲面。在缺少輔助工具的情況下,我們只能處理一端。采用加工另一端完成外圓車削的方法,會使接箍的曲面部分產生較小的臺階,從而大大降低產品的表面質量。在這種情況下,我們可以加工一對錐形輔助夾緊工具。縮寫為輔助工具。左側輔助工具固定在三夾持卡盤上,右側輔助工具由中心支撐。加工時,將小方坯放在兩個輔助工具之間,轉動手輪,小方坯將被緊緊地固定在一起。現在可以轉彎了。
用卡尺獲得的鋼坯外徑為154.4,所需外徑為153.5。我們需要這輛車掉1毫米左右。
轉動后,將手輪向左轉動并取出工件。用該方法車削外圓,不僅提高了表面粗糙度,而且對曲面的同心度有一定的影響,因為這種夾緊方法不牢靠,使主軸旋轉后零件的同心度降低。
優點:節省時間,提高表面粗糙度。缺點:降低工件同心度。
2、車尾、缸徑、內螺紋
工件夾緊工件的夾緊是機床加工中的一個重要環節。夾緊位置的精度直接決定著零件的加工精度。工件與卡盤底面之間的間隙表明夾緊位置不正確,對加工精度有一定的影響。它甚至會導致大小錯誤。
機床夾具是一種在機床上夾緊工件(和導向工具)的裝置。其功能是定位工件,以獲得工件相對于機床和刀具的正確位置,并可靠地夾緊工件。
工件安裝的內容包括:定位:使工件相對于機床和刀具處于正確的位置。夾緊:工件定位后,工件被固定,因此工件的位置在加工過程中不會發生變化。定位與夾緊的關系:在工件安裝過程中,定位與夾緊是兩個相互關聯的過程,首先是定位,然后是夾緊。
一、石油套管接箍原材料選擇
1.鋼種的選擇。石油套管接箍是支撐油井井筒的鋼管。油井越深,套管接箍在井內的張力或壓力就越大,套管接箍的使用壽命決定著油井的壽命。深井、復雜構造井等高難度技術井對石油套管的性能提出了新的更高的要求。通過對N80Q鋼的分析,其各項性能指標均滿足API SPEC5CT(第八版)的要求。
2.坯料規格選取。根據零件圖,零件的外徑為153.5。因此,我們選擇外徑為154.5的空白。通過計算23個點的坐標(129.4,-107.96),精細汽車所需的小直徑為129.4,并且為處理保留一定的余量。因此,應選擇內徑為128的空白。
二、石油套管接箍加工工藝
1、車外圓
對于這種工件,對于車輛的外圈來說,這是一個非常簡單而重要的過程。以下是對這一進程的詳細介紹:我們所生產的接箍為石油管件類型,套管接箍的外圓部分是無臺階的光滑曲面。在缺少輔助工具的情況下,我們只能處理一端。采用加工另一端完成外圓車削的方法,會使接箍的曲面部分產生較小的臺階,從而大大降低產品的表面質量。在這種情況下,我們可以加工一對錐形輔助夾緊工具。縮寫為輔助工具。左側輔助工具固定在三夾持卡盤上,右側輔助工具由中心支撐。加工時,將小方坯放在兩個輔助工具之間,轉動手輪,小方坯將被緊緊地固定在一起。現在可以轉彎了。
用卡尺獲得的鋼坯外徑為154.4,所需外徑為153.5。我們需要這輛車掉1毫米左右。
轉動后,將手輪向左轉動并取出工件。用該方法車削外圓,不僅提高了表面粗糙度,而且對曲面的同心度有一定的影響,因為這種夾緊方法不牢靠,使主軸旋轉后零件的同心度降低。
優點:節省時間,提高表面粗糙度。缺點:降低工件同心度。
2、車尾、缸徑、內螺紋
工件夾緊工件的夾緊是機床加工中的一個重要環節。夾緊位置的精度直接決定著零件的加工精度。工件與卡盤底面之間的間隙表明夾緊位置不正確,對加工精度有一定的影響。它甚至會導致大小錯誤。
機床夾具是一種在機床上夾緊工件(和導向工具)的裝置。其功能是定位工件,以獲得工件相對于機床和刀具的正確位置,并可靠地夾緊工件。
工件安裝的內容包括:定位:使工件相對于機床和刀具處于正確的位置。夾緊:工件定位后,工件被固定,因此工件的位置在加工過程中不會發生變化。定位與夾緊的關系:在工件安裝過程中,定位與夾緊是兩個相互關聯的過程,首先是定位,然后是夾緊。
上一篇:為什么互聯網產品越來越難做了? 下一篇:石油套管接箍料的檢驗






同類文章排行
- 油管接箍的種類和分類
- 油井套管是如何放下去的?
- 石油套管短接怎樣應用才更穩定
- 石油套管短接會不會容易發生泄漏事故
- 套管短接批發與零售相比哪種售賣方式比較好
- 油管接箍的連接方式有哪些
- 石油套管廠的套管接箍的工藝流程是什么?
- 油套管接箍數控生產線的自動打標印裝置的制作方法
- 石油套管的防腐對策有哪些您了解嗎?
- 油管接箍的材質有哪些?