

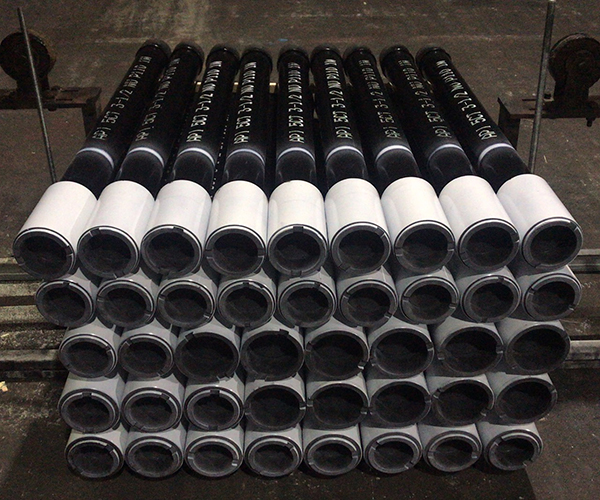
解決油管接箍質量差的簡單實用工裝
在油管接箍的生產過程中,需要將接箍兩端夾緊,導致接箍兩端螺絲刀旋回,所生產的接箍外觀質量差。為了解決這一問題,開發了一套簡單、方便、實用的工裝。

在處理管帶時,在處理個頭然后再轉過來處理第二個頭時,第二個頭的螺紋起點不能保證個頭的螺紋起點在同一度數圓內。因此,完成加工后的刀會產生隨機現象。在加工過程中,個頭加工程序的工件原點設置在卡盤的端面,距離比第二個頭的距離長1毫米。當次加工完成后,為了保證衣領長度的大小,在第二端的程序坐標會在負方向上多出1毫米。這樣,即使兩端的螺紋在同一度圓中處于旋轉度“方向上“,因為坐標的偏移,兩個螺旋不會在同一螺旋上,因此,混亂現象仍然存在。
首先,使用1.2米高的工具平臺在平臺上焊接一段寬度為50毫米,高度為50毫米,長度為400毫米的槽鋼,用于固定油管接箍。使用硬質合金制作高度可調的手寫筆。同時,在三爪卡盤上,選擇其中一個爪作為參考爪。

加工前將油管接箍平放在工裝平臺的固定槽鋼上,用劃線針在管接頭外圓上畫出側母線作為標記線。夾緊聯軸節時,油管接箍外圓上的標記線應與基準爪上的基準線對齊,并加工道螺紋。夾緊第二端時,必須確保油管接箍上的標記線與正基準爪上的基準線對齊。這樣可以確保接箍兩端內螺紋的切削點在同一個分度基準上。線越細,線與夾線的對準越精確,兩端螺紋接頭的位置精度越高。
上一篇:油管接箍分析石油管道中用到的材料 下一篇:如何提高油管接箍與其他設備的密封性能






同類文章排行
- 當前市場上不同品牌和規格的油管接箍的價格水平
- 低價位油管接箍的質量風險有哪些?
- 油管接箍的價格趨勢和預測
- 油管接箍的小知識
- 油管接箍價格會不會影響石油的價格
- 石油管接箍價格會不會受石油價格波動影響
- 石油管接箍價格會不會隨石油價格波動
- 石油管接箍價格受什么因素影響較大
- 石油管接箍價格的波動通常受什么因素影響
- 油管接箍價格會不會隨著石油價格波動