

油管接箍材料的技術標準
油管接箍料是有一定的技術標準的,你知道嗎?
油管接箍毛坯的外購訂單不僅要符合API 5CT“套管規范”的制造、試驗、檢驗和標識要求,而且要滿足以下技術要求。
一. 在制造、檢測和檢驗過程中,制造商可以派人現場進行監督。
二. 制造方法:應采用熱軋無縫管。化學成分不僅要符合API SPEC 5CT“套管和管道規范”的要求,還要符合合同要求。

三. 機械性能:機械性能應符合API規范5CT“套管和油管規范”的要求。
四. 硬度:鋼級J55,硬度≥180HBW,鋼級N80-1和鋼級N80≤Q,硬度≥200HBW,鋼級L80≤1,硬度≥241HBW,鋼級p110,硬度≥275HBW
五. 無損檢驗:對于J55和N80≤1鋼種,應采用一種或多種超聲波、漏磁、渦流等方法對平頭油管逐一進行全長無損檢測。對于N80、≤Q、L80和P110鋼級,平頭油管的全長無損檢測應采用電磁法和超聲法進行,驗收等級應符合API5CT“套管規范”的規定,探傷結果應在產品質量證書中注明。電磁探傷后,應進行退磁處理,剩磁不應大于20高斯。
六. 外徑、壁厚和長度的允許偏差
七. 端部外形:管子的兩端應垂直于管子的軸,并應去除切割的毛刺
八. 橢圓度和壁厚不均:管道橢圓度(大外徑與小外徑之差)不得超過0.5 mm,不均勻壁厚(大壁厚與小壁厚之差)不得超過0.5 mm。
九. 表面質量:管道內外表面無裂縫、折疊、滾動、分層和結疤。這些缺陷應完全清除,間隙深度不得超過壁厚的負偏差,間隙處的實際壁厚不得小于壁厚的小允許值。
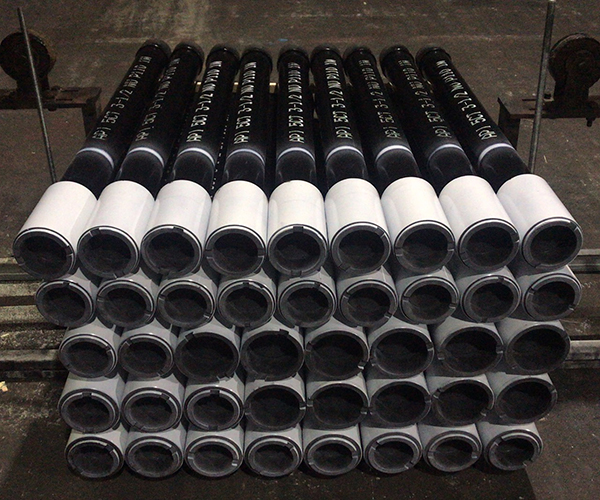
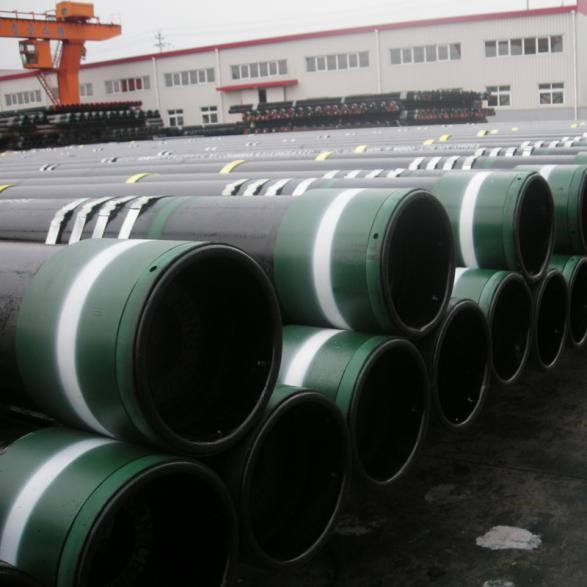
十. 油管接箍標識:在距離管端不超過600mm的范圍內,根據API SPEC 5CT套管和管材規范,管道印刷的鋼級帶纏繞在管道上。

十一. 包裝:
1、管子應困裝裝運。
2、標簽應掛在每捆上,標簽內容至少應包括以下內容:執行標準、規格、數量、鋼種、制造方法、爐批號等。
十二. 質量證明書:供應商應提供質量證明,其中至少應包括:批號、數量、化學成分、機械性能、無損檢測、交貨狀態等。..
十三. 質量責任:
1.本技術協議作為命令的附件,具有與命令相同的法律效力。
2.在使用過程中,供方應承擔因管體質量造成的經濟損失而造成的直接經濟損失。
油管接箍毛坯的外購訂單不僅要符合API 5CT“套管規范”的制造、試驗、檢驗和標識要求,而且要滿足以下技術要求。
一. 在制造、檢測和檢驗過程中,制造商可以派人現場進行監督。
二. 制造方法:應采用熱軋無縫管。化學成分不僅要符合API SPEC 5CT“套管和管道規范”的要求,還要符合合同要求。
四. 硬度:鋼級J55,硬度≥180HBW,鋼級N80-1和鋼級N80≤Q,硬度≥200HBW,鋼級L80≤1,硬度≥241HBW,鋼級p110,硬度≥275HBW
五. 無損檢驗:對于J55和N80≤1鋼種,應采用一種或多種超聲波、漏磁、渦流等方法對平頭油管逐一進行全長無損檢測。對于N80、≤Q、L80和P110鋼級,平頭油管的全長無損檢測應采用電磁法和超聲法進行,驗收等級應符合API5CT“套管規范”的規定,探傷結果應在產品質量證書中注明。電磁探傷后,應進行退磁處理,剩磁不應大于20高斯。
六. 外徑、壁厚和長度的允許偏差
七. 端部外形:管子的兩端應垂直于管子的軸,并應去除切割的毛刺
八. 橢圓度和壁厚不均:管道橢圓度(大外徑與小外徑之差)不得超過0.5 mm,不均勻壁厚(大壁厚與小壁厚之差)不得超過0.5 mm。
九. 表面質量:管道內外表面無裂縫、折疊、滾動、分層和結疤。這些缺陷應完全清除,間隙深度不得超過壁厚的負偏差,間隙處的實際壁厚不得小于壁厚的小允許值。
十. 油管接箍標識:在距離管端不超過600mm的范圍內,根據API SPEC 5CT套管和管材規范,管道印刷的鋼級帶纏繞在管道上。
1、管子應困裝裝運。
2、標簽應掛在每捆上,標簽內容至少應包括以下內容:執行標準、規格、數量、鋼種、制造方法、爐批號等。
十二. 質量證明書:供應商應提供質量證明,其中至少應包括:批號、數量、化學成分、機械性能、無損檢測、交貨狀態等。..
十三. 質量責任:
1.本技術協議作為命令的附件,具有與命令相同的法律效力。
2.在使用過程中,供方應承擔因管體質量造成的經濟損失而造成的直接經濟損失。
上一篇:簡述油管接箍的加工優化 下一篇:油管接箍簡述石油套管的防腐措施






同類文章排行
- 當前市場上不同品牌和規格的油管接箍的價格水平
- 低價位油管接箍的質量風險有哪些?
- 油管接箍的價格趨勢和預測
- 油管接箍的小知識
- 油管接箍價格會不會影響石油的價格
- 石油管接箍價格會不會受石油價格波動影響
- 石油管接箍價格會不會隨石油價格波動
- 石油管接箍價格受什么因素影響較大
- 石油管接箍價格的波動通常受什么因素影響
- 油管接箍價格會不會隨著石油價格波動